По време на процеса на заваряване наултразвуков заварчик, входът на електрическия сигнал към акустичната система се променя бързо и обхватът на промяна на честотата е широк.За да се подобри скоростта и точността на измерване, първо се вземат мерки за избор на чип с бърза скорост на реакция, а времевата константа на компонента и филтърната връзка на периферната верига на чипа се контролира да бъде по-малка от 0,2 ms , така че да се осигури общото време за реакция на системата да е по-малко от 2 ms и да се отговори на търсенето за откриване на бързо променящия се електрически сигнал.За да се осигури изискването за широка честотна лента, амплитуда и честотни характеристики на системата, е избран резистор тип RCK с висока точност и висока стабилност, който има минимална паразитна индуктивност и капацитет.Компонентите на операционния усилвател трябва да бъдат избрани с увеличение на отворена верига повече от 10 и увеличение на затворен контур по-малко от 10. По този начин може да се получи плоска амплитудно-честотна крива от 0 ~ 20 kHz ±3 kHz.Следва кратко описание на всеки функционален модул.
1.1 Измерване на Vrms на RMS на напрежението
Тестовото оборудване, разработено в тази статия, може да измерва синусоидален сигнал на напрежение с изкривяване с RMS от 0 ~ 1 000 V и честота от 20 kHz±3 kHz.Входното напрежение се извлича чрез сигнал, RMS стойността се преобразува в AC/DC и след това се регулира пропорционално в два изходни канала.Един канал се подава към 3-битовата полу-цифрова глава на измервателния уред на предния панел на тестера, който директно показва RMS стойността на 0-1 000 V напрежение.Другият извежда 0 ~ 10 V аналогов сигнал за напрежение през задния панел на тестера за събиране на данни и анализ от компютъра.
Сигналът за напрежение може да бъде извлечен от трансформатор на напрежение, сензор на елемент на Хол или устройство за фотоелектрично преобразуване.Тези методи
Въпреки че изолацията е добра, тя ще доведе до различни степени на изкривяване на формата на вълната и допълнително фазово изместване за електрическия сигнал от 20 kHz, което затруднява осигуряването на точността на измерване на мощността и измерване на фазовия ъгъл.Тази статия ИЗПОЛЗВА пропорционалната обработка на сигнала на усилвателя към напрежението, входното съпротивление на усилвателя, използващо 5,1 M Ψ, този аспект може да направи затихването на входния сигнал, защитата от високо налягане за следващите вериги и в резултат на входния импеданс на усилвателя далеч надвишава съпротивление на източника на сигнал на ултразвуков генератор, работното състояние на ултразвуковия генератор няма влияние.
AD637 се използва за измерване на RMS на напрежението.Това е AC-DC RMS преобразувател с висока точност на преобразуване нагоре и широка честотна лента, като преобразуването е независимо от формата на вълната.Това е истински RMS конвертор.Максималната грешка е около 1%.Когато коефициентът на формата на вълната е 1 ~ 2, не се генерира допълнителна грешка.
1.2 Измерване на ефективната стойност на тока
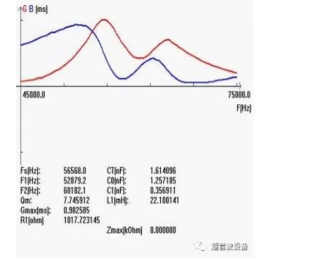
Веригата за откриване на RMS на ток, разработена в тази статия, може да открие текущия сигнал със синусоидално изкривяване от 0 ~ 2 A, 20 kHz ±3 kHz.Чрез приемане на стандартното съпротивление за вземане на проби, свързано последователно към веригата на натоварване на ултразвуковия генератор на ФИГ.1, токът първо се преобразува в пропорционален на него сигнал за напрежение.Тъй като съпротивлението за вземане на проби е чисто резистивно устройство, то няма да доведе до изкривяване на формата на вълната на тока или допълнително фазово изместване, така че да се гарантира точността на измерването.Сигналът за напрежение, пропорционален на тока, се преобразува в аналогов сигнал за напрежение от RMS AC-DC преобразувател AD637, който се извежда към глава на цифров измервателен уред и компютър по два начина.Принципът на преобразуване е същият като този на RMS преобразуване на напрежението.

1.3 Измерване на активна мощност
Сигналът за измерване на активната мощност идва от атенюираното напрежение и I/V трансформиран сигнал в RMS модула за измерване на напрежение и ток.Ядрото на модула за измерване на мощността е AD534 аналогов умножител и филтърна верига.След като моментното напрежение се умножи по множителя на текущия поток, високочестотният компонент се филтрира, за да се получи действителната активна мощност.
1. 4 Измерване на фазова разлика между ток и напрежение
Фазовата разлика между входното напрежение и тока на ултразвуковия преобразувател се измерва чрез оформяне на входното напрежение и токови сигнали в правоъгълни вълни чрез компаратор за преминаване през нулата и след това синтезиране на фазовата разлика чрез XOR логическа обработка.Тъй като има не само фазова разлика между напрежението и тока, но и разликата между изпреварването и изоставането, Минг Янг проектира също синхронизираща верига за идентифициране на връзката на изпреварване и изоставане.Ако имате нужда, моля свържете се с нас.
1.5 Измерване на честотата
Модулът за измерване на честотата приема микрокомпютър с един чип 8051, използвайки стандартната кристална честота, броят на кристалните импулсни сигнали в определен период на сигнала може да се реализира в рамките на 1 ms, честотата е 20 kHz, грешката е не повече от 2 Hz.Резултатите от измерването на честотата се извеждат чрез 16-битови двоични числа, въвеждат се в I/O картата на компютъра и се преобразуват в десетични стойности на действителната честота чрез софтуерно програмиране.

Ултразвуковото заваряване на пластмаса се извършва мигновено и под налягане, а процесът на заваряване показва характеристиките на бързо, сложно, трудно и многопараметрично въздействие.По време и след заваряване ще се произведе значително напрежение и деформация (остатъчна деформация при заваряване, свиване при заваряване, изкривяване при заваряване) и динамичното напрежение и остатъчното напрежение при заваряване, генерирани в процеса на заваряване, но също така ще повлияят на деформацията на детайла и дефектите при заваряване.
Той също така влияе върху заваряемостта на структурата на детайла и якостта на крехко счупване, якостта на умора, границата на провлачване, характеристиките на вибрациите и т.н.Особено засяга точността на обработка на заваръчния детайл и стабилността на размерите.Проблемът с топлинния стрес и деформация при заваряване е много труден, без предвидливост не може изчерпателно да се предвиди и анализира влиянието на заваряването върху механичните свойства на целия заварчик и обективно да се оцени качеството на заваряване.В същото време много важни данни, а именно въздействието, не могат да бъдат измерени директно с конвенционалните методи.
Ние сме професионални R & D, производство и продажби наултразвукова машина за заваряване, машина за високочестотно заваряване, машина за заваряване на метал, Ултразвуков генераторфабрика.Щастливи сме да споделим нашата ултразвукова техническа поддръжка и опит с ултразвукови случаи.Ако имате проект за консултация, моля, кажете ни материала и размера на вашите продукти.Ние ще ви предоставим безплатна програма за ултразвуково заваряване.
Време на публикуване: 20 октомври 2022 г