Необходими са различни заваръчни рогове за различни заваръчни обекти, без значение заваряване в близко поле или трансмисионно заваряване, само ултразвуковите рогове с половин дължина на вълната могат да постигнат максимална амплитуда на заваръчната крайна повърхност.Ултразвукови клаксони, налични с и без амплитуда.Ултразвуковите машини за заваряване на пластмаса правят ултразвукови клаксони, използвайки ултразвукови принципи.
Дизайнът на ултразвукова форма не е толкова прост, колкото външният му вид, когато използвате неправилно обработен или ненастроен заваръчен клаксон, това ще причини скъпи загуби на вашето производство - ще унищожи ефекта на заваряване или дори по-сериозно ще доведе директно до повреда на преобразувателя или генератор.Проектирането на ултразвукова форма изисква много специализирани знания и умения – как да се гарантира, че заваръчният клаксон може да работи икономично?Как да гарантираме, че заваръчната форма може ефективно да прехвърли механичните вибрации, преобразувани от преобразувателя към детайла, нашите инженери са обмислили напълно всяка връзка.
Заваръчният клаксон е много важна част от ултразвуковото оборудване за заваряване на пластмаса и неговият дизайн е пряко свързан с качеството на заваряване.Съединението за заваряване на ленти е разделено на няколко равни елемента чрез разумно нарязване и всеки елемент може да се третира като съставен стъпаловиден рог.Честотното уравнение на елемента на заваръчната фуга се получава чрез метода на трансферната матрица, който осигурява теоретична основа за проектирането на лентовата прорезна връзка.

Експерименталните резултати показват, че измерената честота и проектната честота са добри за съединението за заваряване на лента, проектирано по това уравнение.Този метод на проектиране има очевидно физическо значение, просто изчисление и е много подходящ за инженерно проектиране.В допълнение, влиянието на броя на слота, ширината на слота и дължината на слота върху размера на заваръчната глава може да бъде удобно изчислено с помощта на този метод, който също предоставя теоретична основа за оптимизиране на дизайна на заваръчния клаксон.
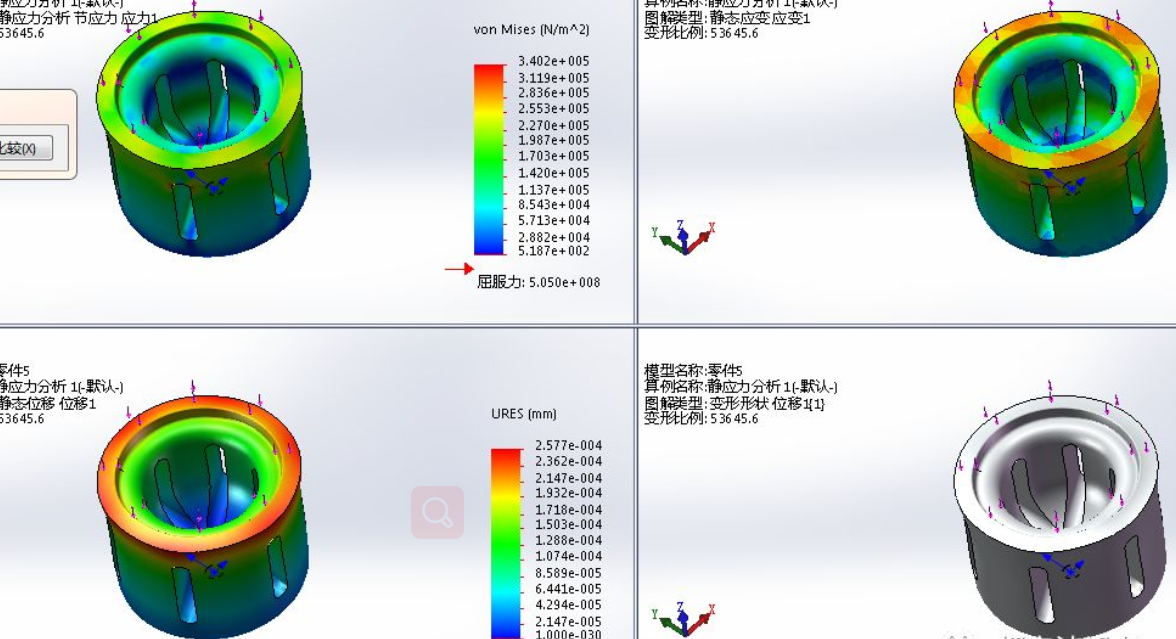
Оборудването за ултразвуково заваряване на пластмаса обикновено се състои от ултразвуково захранване, ултразвукова вибрационна система и механизъм за налягане, а ултразвуковата вибрационна система се състои от ултразвуков преобразувател, усилвател и заваръчен клаксон.Ултразвуковият преобразувател и клаксонът обикновено са проектирани да резонират при определена честота и не е необходимо да се променят различните заваръчни части, а заваръчният клаксон трябва да бъде специално проектиран според формата на заваръчните части.Доброто или лошото на неговия дизайн е пряко свързано с качеството на заваряване, така че е много важна част от заваръчното оборудване.
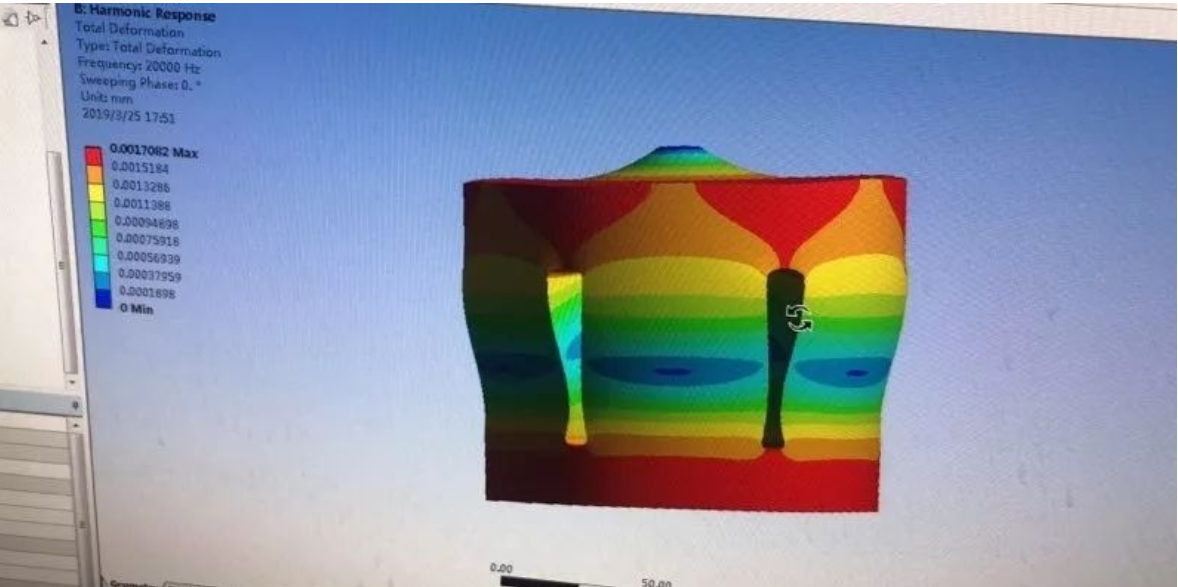
За големи заваръчни части те се нуждаят от голям размер заваръчен клаксон и неговият размер понякога е близо до или повече от една надлъжна дължина на вълната, тогава заваръчният клаксон ще произведе сериозна напречна вибрация, което води до неравномерно разпределение на изместването на радиационната му повърхност.За да се получи задоволително разпределение на амплитудата, бяха предложени някои методи, като нарязване, отваряне на прорези, добавяне на допълнителен еластомер и вторичен дизайн.
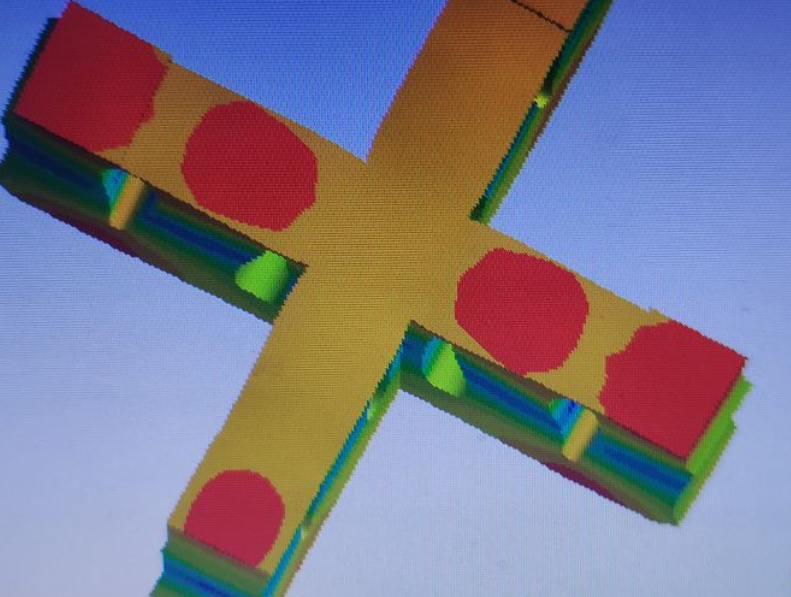
Вибрациите се контролират, сред които прорязването е най-често използваният метод за симулиране на напречни вибрации на заваръчни съединения.Поради сложността на формата е трудно да се получи стриктно аналитично решение за шлицовите заваръчни съединения, така че числените изчислителни методи като метода на Ansys по-често се използват за анализ на тези проблеми.Според предишни проучвания численият метод е по-подходящ за по-късен оптимизационен дизайн на заваръчните съединения и няма предимство при оценката на размера и честотата на заваръчните съединения в началния етап на проектиране.За да се осигурят по-добри резултати от оптимизацията, е много важно да се оцени размерът на структурата, който може грубо да отговори на проектните изисквания, така че е от практическо значение да се проучи теорията на дизайна на големи заваръчни съединения с конфигурация на жлебове.

Разделен жлеб след анализ на вибрациите на главата за заваряване на лента, заваръчната глава може да бъде разделена на крайно тяло на единица и средна единична клетка, като се използва методът на видимата еластичност и методът на еквивалентните предавателни линии, дължината на четирите различни единици е дадена съответно и посока на високостепенното честотно уравнение, честотното уравнение може да се използва за проектиране на дълга заваръчна глава, но процесът на проектиране е сложен. Изборът на някои параметри зависи от опита и не е удобен за инженерно приложение.В тази статия лентовата заваръчна фуга е разделена на няколко равни елемента чрез разумно шлицоване и честотното уравнение на елемента на заваръчната фуга се получава чрез метода на трансферната матрица, което осигурява теоретична основа за проектирането на лентовата заваръчна фуга.Дизайнът има просто теоретично изчисление и очевидно физическо значение, което осигурява прост и осъществим метод за инженерно проектиране на лентова заваръчна връзка.
Време на публикуване: 16 март 2022 г