В последните новини беше предложен и проверен чрез експерименти метод за проектиране на ултразвуково заваряване на пластмасови ленти с голям размер.Първо, лентовият заваръчен клаксон е разумно разделен на няколко единици, така че дизайнът на прорезен заваръчен клаксон със сложна структура се трансформира в дизайн на обикновен заваръчен клаксон.След това свързващият елемент се сравнява с полувълновия осцилатор с равно сечение, като се има предвид съединителната вибрация.Честотното уравнение на съединението се получава чрез използване на концепцията за еквивалентен механичен импеданс.
И накрая, влиянието на броя на прореза, ширината на прореза и дължината на прореза върху вибрационните характеристики на заваръчните съединения беше изследвано с помощта на уравнението.Съгласно този метод са проектирани и обработени няколко групи лентови жлебове с голям размер.Експерименталните резултати показват, че измерените и теоретичните стойности на резонансната честота на заварените съединения са в добро съответствие.
Както е показано на фигурата по-долу.Дължината, ширината и дебелината на заваръчния рог са съответно L, B и T.Да приемем, че оста z е посоката на възбуждане на преобразувателя.При работната честота правоъгълното заваръчно съединение ще произведе надлъжна вибрация от първи ред в посока Z.За лентови заваръчни съединения L≥2T, B и L могат да бъдат сравнени, така че напречната вибрация на заваръчните съединения в посока X може да бъде игнорирана.
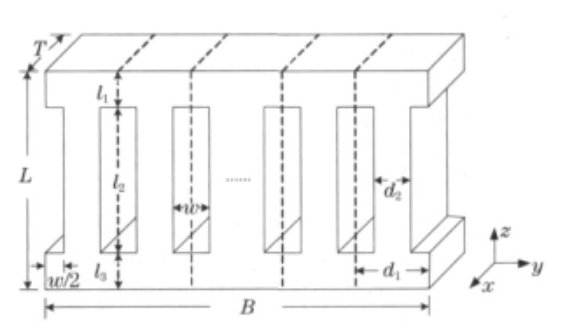
Тъй като напречната вибрация в посока y има голямо влияние върху надлъжната вибрация, тя обикновено се симулира чрез прорязване.Заваръчният клаксон е разделен на (n+1) единици чрез равномерно отваряне на n слота в посока Y.Широчината и дължината на всеки слот са съответно W и L2, а слотовете са отделени съответно от входния и изходния край на заваръчния рог l1 и L3.За да се гарантира, че всяка единица е напълно еднаква, трябва да се отворят жлебове с ширина W/2 в двата края на напречния заваръчен рог.По този начин всяка единица заваръчна форма е съставен трапецовиден рог с правоъгълно сечение.Ако приемем, че ширината в двата края и в средата на всяка единица е D1 и D2, може да се види от горното: L= L1 + L2 +L3
Поради същия модел между елементите, изходната амплитуда на заваръчния шев също ще вибрира модела и когато се комбинира, ултразвуковият клаксон също ще има този модел, така че дизайнът на ултразвуковата форма ще бъде опростен до дизайна на всеки елемент.Освен това е относително еднообразен.За да се потисне ефективно напречната вибрация и да се гарантира, че заваръчният клаксон има фиксирана твърдост, ширината на заваръчния клаксон, разделена на жлеба, обикновено е в!/ 8 ~!/ 4 (! е дължината на вълната на режима на надлъжна вибрация от първи ред на заваръчния клаксон), а идеалната ширина на слота е около!/ 25 ~!/20[7], броят на каналите на заваръчните съединения може да се определи съгласно горните критерии.Тъй като ширината на заваръчния клаксон обикновено не надвишава!PI /4, така че може приблизително да се анализира чрез едномерна теория.Всяка заваръчна единица в единица 1 може да се разглежда като състояща се от три правоъгълни пръта с равно сечение.
Алуминиева сплав 7075 (модул на Юнг Е=7,17*1010N/M2 плътност ρ=2820kg/m3, коефициент на Поасон V=0,34) е избрана за заваръчен рог.Уравнения (1) ~ (3) и (6) бяха използвани за изчисляване на броя n, дължината L2 и ширината W на различни слотове.Когато резонансната дължина L на сирена за заваряване на лента се променя с ширината B, резонансната дължина L на сирена за заваряване на лента се променя с ширината B. Изчислената резонансна честота f=20kHz, L1=L3 за простота.Когато дължината и ширината на слота са постоянни, резонансната дължина се променя с ширината на заваръчния рог, когато номерът на слота е различен.L2 =60mm, W =10mm.Както може да се види от фиг.2, за прорезния заваръчен клаксон, показан на фиг.1, резонансната дължина от първи ред е по-малка от тази на непрорезния заваръчен рог, изчислен съгласно едномерната теория (126 mm), а резонансната дължина на заваръчния рог се увеличава с увеличаването на ширината на заваръчния рог, но увеличението намалява постепенно.Освен това, когато резонансната честота и ширината на заваръчния шев са постоянни, резонансната дължина на заваръчния шев намалява с увеличаването на броя на слота.
В допълнение, три заварени съединения с различна дебелина бяха обработени с алуминиева сплав 7075 (същия материал като по-горе).Дадени са дебелината T на тези три заварени съединения и измерената честота на хармоничните вибрации FM.Когато дебелината на заваръчния рог е по-малка от една четвърт от дължината на вълната (тук е 63 mm), отклонението между измерената честота и проектната честота е по-малко от 2%, което може да отговори на изискванията на инженерните приложения.
Ултразвуковата пластмасова заваръчна връзка с дълга лента беше разумно разделена на няколко равни елемента и честотното уравнение на елемента на съединението беше изведено чрез метода на трансферната матрица.Ако ширината и количеството и размерът на процепа са известни, уравнението може да се използва за удобно проектиране на лентовата връзка, като по този начин се осигурява теоретична основа за проектирането на лентовата връзка.Тази статия също така анализира влиянието на броя на слота, ширината и дължината на слота върху размера на заваръчната фуга чрез примери.Може да се види, че този метод също има известно влияние върху оптимизацията на дизайна на заваръчното съединение

Разделен жлеб след анализ на вибрациите на клаксона за заваряване на лента, рогът за заваряване може да бъде разделен на крайно тяло и средна елементна клетка, като се използва методът на видимата еластичност и ефектът на предавателната линия, дължината на четирите различни единици е дадена съответно и посока на уравнението на високата степен на честота, уравнението на честотата може да се използва за проектиране на рог за заваряване на дълги пръти, но процесът на проектиране е сложен. Изборът на някои параметри зависи от опита и не е удобен за инженерно приложение.В тази статия лентовата заваръчна фуга е разделена на няколко равни елемента чрез разумно шлицоване и честотното уравнение на елемента на заваръчната фуга се получава чрез метода на трансферната матрица, което осигурява теоретична основа за проектирането на лентовата заваръчна фуга.Дизайнът има просто теоретично изчисление и очевидно физическо значение, което осигурява прост и лесен метод за инженерно проектиране на лента
заваръчна фуга.

Време на публикуване: 17 март 2022 г